エンジニアリングシステム ITパスポート対策ストラテジ系-経営戦略編⑧
6 views
2023-10-122023-10-09
CAD
CADはCcomputer Aided Designの略で、工業製品等のコンピューターによる設計支援システムを指します。
CADを導入することで、
- 設計時間の短縮
- 設計データの再利用が容易になる
- データの部分変更が可能になる
- 規格化、標準化が容易になる
などのメリットを得られます。
CADで制作されたデザインを基にNC工作機の制御情報など生産に必要な各情報を生成するシステムをCAM(Computer Aided Manufacturing)といいます。
コンカレントエンジニアリング
コンカレントエンジニアリングは、製品の様々な開発、製造過程を同時並行的に行う開発手法です。
各部門が情報を共有しながら協調してプロセスを進めていくことで、
- 開発期間の短縮
- コストの削減
などが期待できます。
FMS
Flexible Manufacturing Systemの略で、生産設備全体をコンピューターによって制御、管理することで、多品種少量生産にも対応できる柔軟で効率的な生産を可能にしたシステムをいいます。
NC工作機や産業用ロボットなどからなるFMC(Flexible Manufacturing Cell)と工程間の自動搬送装置であるAGV(Automatic Guided Vehicle)などから成ります。
FMSは生産工程の管理システムですが、これをさらに進めて工場全体を自動化するシステムをFA(Factory Automation)といいます。
MRP
Material Requirements Planningの略で、生産計画を基に必要な部品や資材の量を割り出す手法をいい、資材所要量計画とも呼ばれます。
MRP関連で部品構成表(BOM)から必要な部品量を求める問題が出題されることがあります。
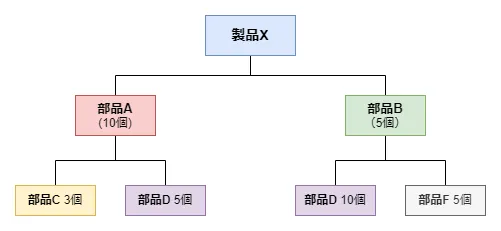
例えば上の図から部品Dの所要量を求める場合、製品Xを1個作るには部品Aが10個必要で、部品Aを10個作るためには部品Dが50個(10×5)必要であり、同様に製品Xを1個作るには部品Bが5個必要で、部品Bを5個作るためには部品Dが50個(5×10)なので、部品Dは全体で100個必要ということになります。
生産方式
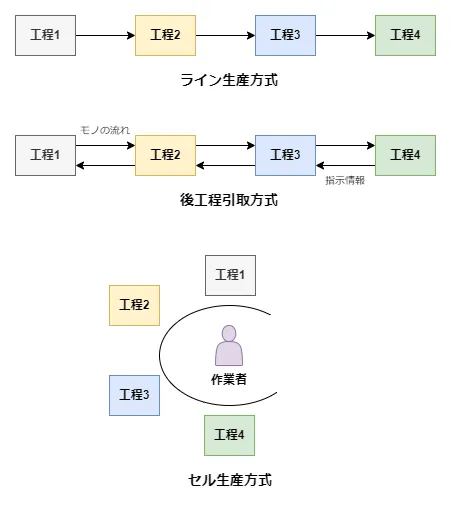
ライン生産方式
生産ラインを組み前工程から後工程にモノを流しながら加工していく生産方式です。作業効率が高い、大量生産が得意などの利点があり一方、柔軟性が低くレイアウト上の制約が多い、作業が単純になり作業員のモチベーションが低下するなどのデメリットがあります。
セル生産方式
セルと呼ばれる区画に作業に必要な各種機械をまとめ作業者が複数の工程を担当する生産方式をいいます。多品種少量生産に向いており、工程間の移動が少なくなることによる生産リードタイムの削減や柔軟性の向上が期待できます。
リーン生産方式
リーン生産方式はトヨタ自動車で開発されたトヨタ生産方式を一般化したもので、必要なものを必要な時に必要な量だけ生産するジャストインタイム(JIT)やこれを実現するために後工程が前工程に対して生産指示を出すかんばん方式(後工程引取方式)などを特徴とします。
受注生産と見込み生産
注文を受けてから生産を開始する生産方式を受注生産、需要予想に基づく計画に従って生産を行う生産方式を見込み生産といいます。見込み生産では正確な情報予想を行わないと過剰な在庫を抱えてしまうリスクがあります。
確認問題(過去問)
ITパスポート試験令和元年秋問14
CADの説明として,適切なものはどれか。
ITパスポート試験令和2年問24
CADの導入効果として,適切なものはどれか。
ITパスポート試験平成29年秋問17
コンカレントエンジニアリングの説明として、 適切なものはどれか。
ITパスポート試験令和4年問32
コンカレントエンジニアリングを適用した後の業務の流れを表した図として,最も適したものはどれか。ここで,図の中の矢印は業務の流れを示し,その上に各作業名を記述する。
ITパスポート試験平成30年春期問25
製品の開発から出荷までの工程を開発,生産計画,製造,出荷とするとき, FMS (Flexible Manufacturing System)の導入によって省力化,高効率化できる工程として,適切なものはどれか。
ITパスポート試験平成30年春期問15
1個の製品Pは2個の部品Qで構成され,部品Qは4個の部品Rで構成されている。部品Qは1個,部品Rは3個の在庫があるとき, 製品Pを6個生産するには,部品Rは あと何個必要か。
ITパスポート試験令和5年問33
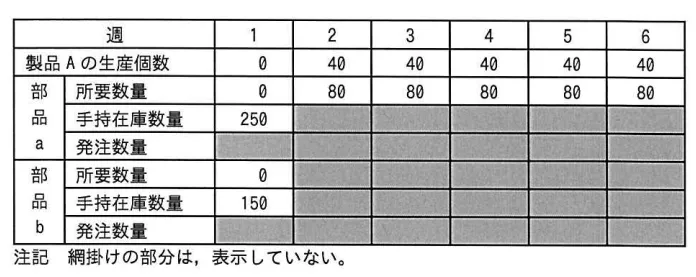
製品 A を1個生産するのに部品aが2個, 部品 b が1個必要である。 部品 aは1回の発注数量150個, 調達期間1週間, 部品 b は1回の発注数量100個, 調達期間2週間の購買部品である。 製品 A の6週間の生産計画と、部品 a, 部品 bの1週目の手持在庫が表のとおりであるとき, 遅くとも何週目に部品を発注する必要があるか。 ここで、部品の発注、納品はそれぞれ週の初めに行われるものとし, 納品された部品はすぐに生産に利用できるものとする。
ITパスポート試験令和3年問35
ある製造業では,後工程から前工程への生産指示や,前工程から後工程への部品を引き渡す際の納品書として,部品の品番などを記録した電子式タグを用いる生産方式を採用している。サプライチェーンや内製におけるジャストインタイム生産方式の一つであるこのような生産方式として,最も適切なものはどれか。
ITパスポート試験平成31年春問15
ジャストインタイムやカンバンなどの生産活動を取り込んだ, 多品種大量生産を効率的に行うリーン生産方式に該当するものはどれか。
ITパスポート試験平成30年秋問23
Just In Time の導入によって解決が期待できる課題として、 適切なものはどれか。
ITパスポート試験平成28年秋問10
受注生産方式と見込生産方式を比較した場合の受注生産方式の特徴として適切なものはどれか。
これだけで受かるITパスポート
https://ja.mondder.com
